در خطوط مدرن تولید لوله و پروفیل، کیفیت محصول تنها به فرآیند شکلدهی و جوشکاری وابسته نیست. مرحله برش نیز نقش مهمی در حفظ کیفیت نهایی، دقت ابعادی و آمادهسازی محصول برای بستهبندی یا فرآیندهای بعدی ایفا میکند. انتخاب یک سیستم برش مناسب میتواند ضمن افزایش بهرهوری خط تولید، ضایعات را کاهش داده و کیفیت محصول نهایی را بهطور قابل توجهی بهبود بخشد.
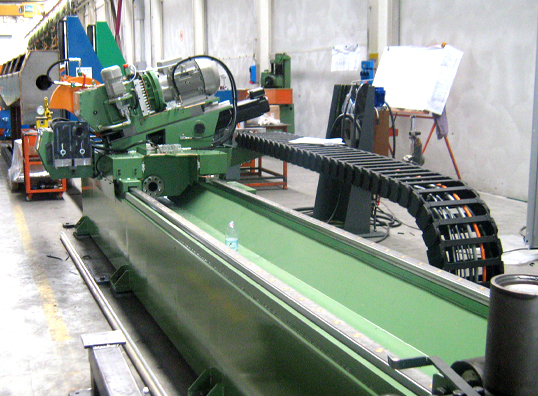
ارههای سرد (Cold Flying Saw) بهعنوان یکی از مهمترین تجهیزات خطوط تولید لوله و پروفیل، با حرکت همزمان با محصول، امکان برش دقیق و پیوسته را بدون توقف خط تولید فراهم میکنند. این فناوری علاوه بر حفظ سرعت تولید، برشهایی با دقت بالا و کیفیت یکنواخت ایجاد میکند و به همین دلیل در بسیاری از خطوط تولید مدرن به یک استاندارد صنعتی تبدیل شده است.
در این صفحه، ضمن آشنایی مختصر با فناوری ارههای سرد، انواع سیستمهای برش، مزایای آنها و راهکارهای ارائهشده را معرفی میکنیم تا بتوانید متناسب با ظرفیت و نیاز خط تولید خود، انتخابی آگاهانه داشته باشید.