Cold Flying Saw System
Cold Flying Saw for Tube and Pipe Production Lines
In modern tube and pipe manufacturing, product quality depends not only on the forming and welding processes but also on the cutting stage. A properly designed cutting system plays a critical role in maintaining dimensional accuracy, achieving a clean cut, and preparing finished products for packaging or downstream operations.
Selecting the right cutting solution can significantly improve production efficiency, minimize material waste, and enhance the overall quality of the finished product.
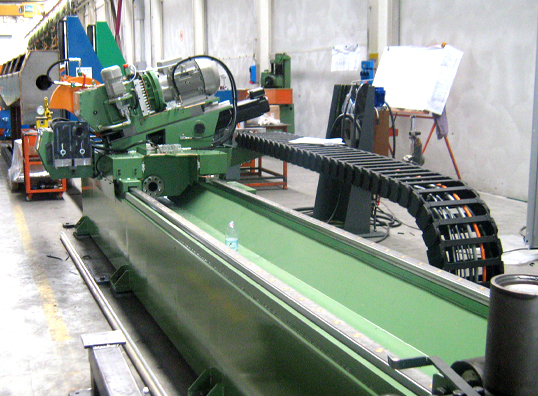
Cold Flying Saws have become one of the most important pieces of equipment in modern tube and pipe mills. By synchronizing their movement with the continuously moving product, these systems perform accurate, continuous cuts without interrupting the production line. This technology combines high productivity with exceptional cutting accuracy and consistent cut quality, making it the preferred solution for today’s high-performance manufacturing lines.
On this page, you will find an overview of Cold Flying Saw technology, its operating principles, key advantages, available system configurations, and the solutions offered by Ati Ravesh to help you select the most suitable equipment for your production requirements.
Cold Flying Saw in Tube and Pipe Manufacturing
Increasing production speed alone is no longer the primary objective in tube and pipe manufacturing. Maintaining consistent product quality throughout every stage of production—from forming and welding to final cutting—is equally important.
Even when forming and welding processes are precisely controlled, an inadequate cutting system can compromise the final product by causing burrs, dimensional inaccuracies, poor cut quality, and unnecessary material waste.
For this reason, the cutting system has become a critical component of every modern tube and pipe production line. Manufacturers require equipment capable of maintaining high production speeds while delivering precise, repeatable, and high-quality cuts without interrupting the manufacturing process or requiring extensive secondary finishing operations.
Cold Flying Saw technology addresses these challenges by synchronizing the saw carriage with the moving tube or profile during the cutting cycle. Because the saw travels at the same speed as the product, cutting is completed without stopping the production line.
The result is higher productivity, superior dimensional accuracy, reduced scrap, and consistently clean cutting surfaces.
Today, Cold Flying Saws are considered an essential part of modern tube and pipe mills, and selecting the appropriate system plays a significant role in determining production capacity, product quality, and overall operational efficiency.
The following sections introduce the available system configurations, their advantages, and the engineering solutions provided by Ati Ravesh.
Choosing the Right Cold Flying Saw: More Than Cutting Capacity
Selecting a Cold Flying Saw involves far more than considering tube diameter or motor power.
In modern production environments, numerous factors influence cutting performance, finished product quality, and overall production efficiency. Therefore, the cutting system should be selected according to the specific characteristics and operational objectives of each production line.
Key selection criteria include:
- Maximum tube or profile diameter and wall thickness
- Material type and mechanical properties
- Production line speed
- Required cutting lengths
- Required dimensional accuracy
- Acceptable cut quality and burr level
- Production capacity and operating shifts
- Level of automation and integration with upstream and downstream equipment
Additional considerations such as ease of setup, operational reliability, maintenance requirements, spare parts availability, and technical support are equally important for long-term performance.
For industrial projects, the selection process should always be based on a comprehensive evaluation of the production line to ensure optimum product quality while minimizing downtime, material waste, and operating costs.
Ati Ravesh carefully evaluates the technical requirements of each project and recommends the most suitable Metowd Cold Flying Saw solution, ensuring optimal technical performance, economic efficiency, and seamless integration with the complete production line.
Ati Ravesh Engineering Services
Selecting equipment for a tube and pipe production line extends well beyond purchasing a machine. Long-term productivity, consistent product quality, and reliable operation depend on selecting the right equipment, integrating it properly into the production line, and providing comprehensive technical support throughout the project lifecycle.
Leveraging extensive experience in tube and pipe manufacturing technology and in partnership with Metowd, Ati Ravesh delivers engineering solutions tailored to the specific requirements of each customer.
Our objective is not simply to supply equipment, but to provide complete engineering solutions that improve productivity, reduce maintenance costs, and enhance manufacturing performance over the long term.
Our services include:
- Technical consultation for selecting the most suitable equipment based on production line requirements
- Supply of Metowd Cold Flying Saws and related equipment
- Engineering support for production line design and system integration
- Installation supervision, commissioning, and start-up assistance
- Operator and maintenance personnel training
- Spare parts supply and comprehensive after-sales services
- Technical support for production line upgrades and performance optimization
At Ati Ravesh, we believe that the true value of advanced equipment is realized only when it is supported by engineering expertise, practical experience, and responsive technical service. For this reason, we remain committed to supporting our customers throughout every stage of their project—from initial consultation to successful long-term operation—as a trusted engineering partner.
